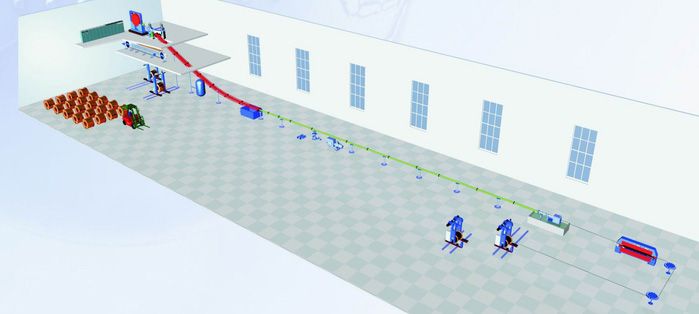
Линия непрерывной вулканизации (MV CCV) применяется для тройной экструзии кабелей среднего напряжения с изоляцией из сшитого полиэтилена для использования в диапазоне напряжений от 6 кВт до 35 кВт. Используя передовую мировую технологию непрерывной вулканизации (CCV), компания Baicheng Miracle разработала и произвела собственными силами эту трехэтапную экструзионную линию сшивания сухим отверждением. Наша независимо разработанная трехслойная крейцкопфная головка получила национальный патент благодаря большому удобству и простоте выравнивания. Кроме того, запатентованная технология управления линией отличается высокой устойчивостью к помехам, обеспечивая ее исключительную стабильность.
Кабели среднего напряжения, производимые на этой экструзионной линии, поставляются различных размеров, диаметров, длины, толщины слоя и других технических характеристик. В зависимости от области применения производимые силовые кабели с изоляцией из сшитого полиэтилена могут быть проложены непосредственно в земле или закопаны в подземные каналы, а также подходят для погружения под воду и работы в воздушных системах электропередачи.
Общие сведения
Процесс тройной экструзии для кабелей с изоляцией из сшитого полиэтилена напряжением до 35 кВт;
Возможность производства силовых кабелей, используемых для различных применений;
Компьютерное управление, сенсорный экран, программное обеспечение Siemens TIA Portal и интерфейс HMI с высоким разрешением;
Тройная траверса обеспечивает удобство и простоту центровки;
Доступны модифицированные по индивидуальному заказу версии, которые отличаются от стандартной версии в регулировке скорости за счет контроля температуры трубки CV;
Линия для производства кабелей методом тройной экструзии (6 секций)
Класс напряжения
XLPE: 6-35 кВт
Размер проводника
Cu: 25-630 мм2 Al: 35-800 мм2
Макс. вес кабеля
10 кг/м
Макс. диаметр кабеля
70 мм
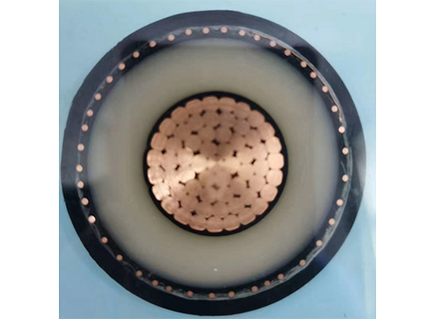
Конструкция кабеля
Экран по жиле (внутренний полупроводниковый слой) 0.5-2 мм
Изоляция 3.4-12 мм
Экран по изоляции (внешний полупроводниковый слой) 0.5-2 мм
Скорость линии
0-30 м/мин
Исполнение линии
Половина цепи
Длина сшивающего участка
Примерно 41 м/6 секций (6 труб)
Длина секции предварительного охлаждения
12 м/2 секции (2 трубы)
Длина секции охлаждения
54 м/9 секций (9 труб)
Расположение экструдеров
Экструдер для экрана проводника, Φ65 Экструдер для сшитого полиэтилена (XIPE), Φ150 Экструдер для экрана изоляции, Φ90
Электричество
Установочная мощность 750 кВА
380В ±10% 50Гц±1%
3 фазы 4 провода
Вода
Давление воды 0.2-0.6 МПа
Потребление воды 15 м3/ч (циркуляция воды из резервуара)
Сжатый воздух
0.6-0.8 МПа
Потребление воздуха 0.8 м3/мин
Азот
Давление 2.0-2.5 МПа
Чистота 99.5%
Потребление 1-2 м3/ч
Резервуар для хранения азота
≥6м3 (1 ед)
Линия для производства кабелей методом тройной экструзии (9 секций)
Класс напряжения
XLPE: 6-35 кВт
Размер проводника
Cu: 25-630mm2 Al: 35-800mm2
Макс. вес кабеля
10 кг/м
Макс. диаметр кабеля
70 мм
Конструкция кабеля
Экран по жиле (внутренний полупроводниковый слой) 0.5-2 мм
Изоляция 3.4-12 мм
Экран по изоляции (внешний полупроводниковый слой) 0.5-2 мм
Скорость линии
0-30 м/мин
Исполнение линии
Половина цепи
Длина сшивающего участка
Примерно 54 м/9 секций (9 труб)
Длина секции предварительного охлаждения
12 м/2 секции (2 трубы)
Длина секции охлаждения
90 м/15 секций (15 труб)
Расположение экструдеров
Экструдер для экрана проводника, Φ80 Экструдер для сшитого полиэтилена (XIPE), Φ175 Экструдер для экрана изоляции, Φ100
Электричество
Установочная мощность 1050 кВА
380В ±10% 50Гц±1%
3 фазы 4 провода
Вода
Давление воды 0.2-0.6 МПа
Потребление воды 15 м3/ч (циркуляция воды из резервуара)
Сжатый воздух
0.6-0.8 МПа
Air consumption 0.8m3/min
Азот
Давление 2.0-2.5 МПа
Чистота 99.5%
Потребление 1-2 м3/ч
Резервуар для хранения азота
Более 6 м3×2
Экструдер и крейцкопфа
Экструдер
Трехслойная крейцкопфа
Линии тройной экструзии имеют три экструдера, подключенных к одной общей трехслойной траверсе, для одновременной экструзии слоя экрана проводника, слоя изоляции и слоя изоляционного экрана.
Технические характеристики экструдеров
Экструдер 65/20D
Макс. скорость винта: 46.5 об/мин
Передаточное число редуктора: 32:1
Производительность экструзии: 35 кг/ч
Используется для экструзии слоя экрана проводника (внутренний полупроводниковый слой)
Экструдер 90/20D
Макс. скорость винта: 41.5 об/мин
Передаточное число редуктора: 36:1
Производительность: 60 кг/ч
Используется для экструзии слоя экрана проводника (внешний полупроводниковый слой)
Экструдер 150/25D
Макс. скорость винта: 40 об/мин
Передаточное число редуктора: 37.5:1
Производительность: 250 кг/ч
Используется для экструзии изоляционного слоя
Технические характеристики трехслойной крейцкопфа
Технические характеристики
Диаметр проводника: 6-34 мм
Макс. диаметр кабеля: 70 мм
Толщина экструзии: Первый слой: 0.5-2.0 мм Второй слой: 2.0-12 мм Третий слой: 0.5-2.0 мм
Метод нагревания: нагрев масла или воды
Общие сведения
Благодаря конструкции с циркулирующим распределительным каналом и ограничительным кольцом длина распределителей потока и траверсы значительно сокращена по сравнению с другими трехслойными траверсами, что снижает ее вес;
Легко разбирается для удобной очистки;
Обеспечивает удобство и простоту выравнивания в процессе экструзии;
Система управления
Высокая устойчивость к помехам, минимальное колебание кабеля в трубе, обеспечение стабильной работы и простота обслуживания;
Система управления размещена в средней части зоны нагрева, она может защитить кабели от соприкосновения со стенкой трубы в процессе нагрева;
При поступлении в орган управления сигнала о положении кабеля скорость вращения нижнего шпиля (натяжения) будет отрегулирована соответственно;
Детали
Портальная прижимная балка с отдатчиком для барабана
Общие сведения
Портальная конструкция с мехатронным дизайном, обеспечивающая возвратно-поступательное движение с сохранением центровки осевой линии при погашении;
Безвальный барабан перемещается вверх и вниз между двумя стойками, приводимыми в движение двигателем переменного тока;
Для регулирования скорости вращения используется контрольно-измерительный прибор;
Отдатчик для барабана может вращаться как в положительном, так и в отрицательном направлениях;
Сенсорный экран позволяет оператору легко и удобно вводить технические параметры;
Отдатчик для барабана имеет независимое управление;
Технические характеристики
Диаметр барабана: 1600-2500 мм (GB4004-84, тип PN)
Ширина барабана: 1180-1900 мм
Масса барабана: макс.16т
Натяжение пласта: 5000 Н
Главный привод: двигатель постоянного тока мощностью 5,5 кВт, 4-х квадрантный, Parker 590P (оригинальный Eurotherm)
Контрольно-измерительный прибор: используется для регулирования скорости, удерживая кабель на одной линии с центральной линией при погашении
Датчик скорости, оснащенный измерителем линейной скорости
Главный привод: двигатель постоянного тока мощностью 11 кВт, привод Parker 590P
Скручиватель ленточного типа с регулировкой угла наклона
Технические характеристики
Масса скручивателя: 650 кг
Габариты: 1525мм×975мм×1243мм
С обеих сторон установлены 26 рифленых пассивных колес. Расстояние между колесными парами с обеих сторон регулируется в диапазоне от 2 до 200 мм. Колесные пары перемещаются с обеих сторон.
Ролики с обеих сторон могут регулироваться на ±50 мм, что калибруется штангенциркулем. Максимальный диаметр проходящей проволоки - 70 мм.
Высота центра составляет 1 м. (если высота не соответствует выходу торцевого уплотнения, для изменения высоты центра срежьте подставку).
Скручиватель поставляется со сварным корпусом машины, пассивным передаточным механизмом и полузакрытым кожухом из нержавеющей стали.
Устанавливается между торцевым уплотнением и выдвижной крышкой.
Ширина ремня: 150 мм, толщина: 20 мм.
Аккумулятор и верхняя вспомогательная гусеница
Аккумулятор
Торцевое уплотнение
Экструдер
Нижний шпиль
Разгрузочный стенд
Верхний шпиль
Линия непрерывной вулканизации для производства кабеля среднего напряжения